APP
APP
 手机站
手机站
| 参考价 | ¥ 10780 |
| 订货量 | ≥1台 |
产品详情
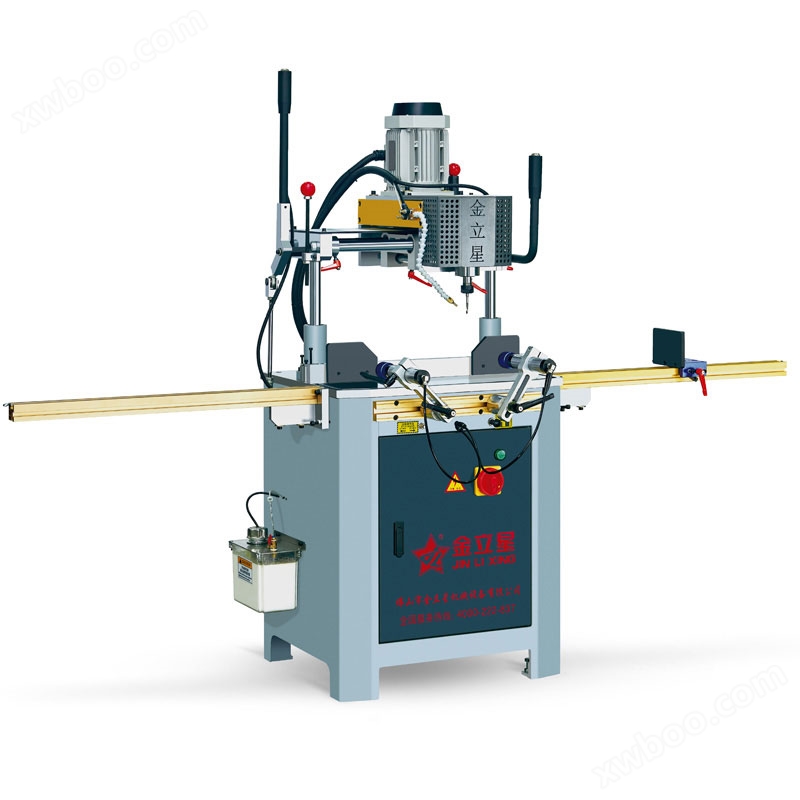
用于加工铝合金型材中各种形状的通孔,带6厘单刃铣刀1支。利用仿型模板,将仿型模板板中孔的形状,按1:1的比率复制到工件上,或用机床上的限位块对立铣头限位,铣出所需要的方形孔。
单头仿形铣床JLX-501C外形图
| 工作台面积(长×宽) | 650×180mm |
| 立铣头左、右移动距离 | 255mm |
| 立铣头前、后移动距离 | 110mm |
| 立铣头左右仿型加工范围 | 224mm |
| 立铣头上、下移动距离 | 170mm |
| 立铣刀直径 | Φ8mm,最小Φ5mm |
| 立铣刀转速 | 11000r/min |
| 电动机功率 | 1.5kw |
| 电动机转速 | 2830r/min |
| 压料气缸工作气压 | 0.6~0.8MPa |
| 外型尺寸(长×宽×高) | 770(含料架2250)×720×1500mm |
| 重量 | 157kg |
1、工作时必须集中精力,仿型针必须紧贴仿型模板孔槽的边沿移动;
2、每班工作前须把过滤器中的水分放干;
3、各滑动导轨,必须保持良好的润滑;
4、必须使铣刀有充足的冷却润滑,经常检查油壶油量;
5、必须稍慢拉动升降手柄,致使铣刀稍慢进入工作;
6、铣刀的进给速度必须根据工件的厚度、形状及材料的机械性能而定,既能满足加工要求,又不损坏铣刀和工件为宜;
7、使用操纵手柄时,不能用力过猛,以免仿型针变形或者铣刀断裂;
8、不能使用磨损严重或切削刃崩裂的铣刀;
9、必须使用合适的工具和配件;
10、工作完毕后,必须切断电源清扫机床,清除切屑,保持机床干净;
11、使用仿型模板铣削时,若发现加工后工件尺寸有误差,必须检查所用仿型针直径与铣刀直径是否相同,或者仿型模板尺寸与它们直径之差的计算是否准确;
12、如果铣削后,工件上孔的直线与工件边缘不平行或不垂直,必须调整仿型模板,使仿型模板的直线与靠板的侧面平行或者垂直;
13、铣削时,发现工件孔口不光洁,毛刺大,或者发出异常声音,应立即停机,检查铣刀是否夹紧,刀刃是否有损坏;
14、铣刀向后移动的极限位置,是以铣刀不碰撞靠板为止,可调节立铣头的前后定位环来限制。
相关标签: 仿形铣床
兴旺宝APP
兴旺宝移动端
关于我们 企业建站 本站服务 会员服务 旗下网站 友情链接 兴旺通 意见反馈
销售热线:0571-87209775 客服热线:0571-87209775 采购热线:0571-87209775 投诉热线:0571-87209775
服务咨询 QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
 浙公网安备 33010602009452号
浙公网安备 33010602009452号